TPO 防水卷材
聯(lián)系人:鄭經(jīng)理
13863624980 |
 |
立即咨詢(xún)聯(lián)系我們 |
產(chǎn)品概述
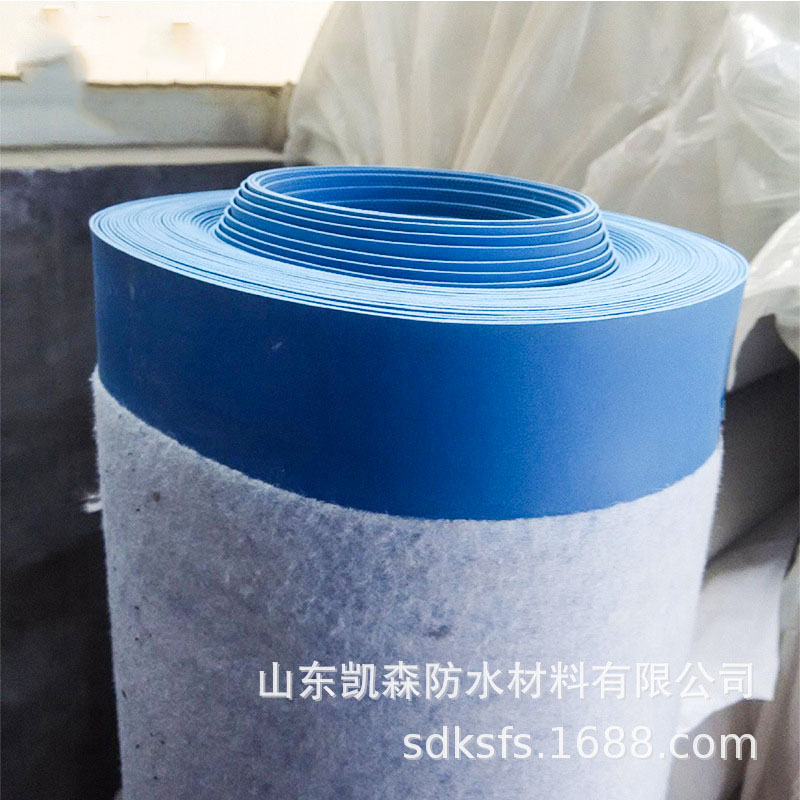
TPO防水卷材,是一種以采用 聚合技術(shù)將乙丙(EP)橡膠與聚丙結(jié)合在一起的熱塑性聚烯烴(TPO)材料為基料,以聚之前為網(wǎng)絡(luò)織物做胎體增強(qiáng)材料構(gòu)成,并采用 加工工藝制成的片狀可卷曲的防水材料。該材料及具有乙丙(EP)橡膠的長(zhǎng)期耐候性和耐久性,又具聚丙烯的可焊接性,兩層TPO材料之間夾一層聚酯纖維織物,可增強(qiáng)其物理性能,提高其斷裂強(qiáng)度、抗疲勞和抗穿刺能力。增強(qiáng)層面TPO又高反射性的以白色為主的淺色光滑表面,由于不含氯對(duì)環(huán)境保護(hù)和施工安全有利。
產(chǎn)品分類(lèi)
按產(chǎn)品的組成分為均質(zhì)卷材(代號(hào)H)、帶纖維背襯卷材(代號(hào)L)、織物內(nèi)增強(qiáng)卷材(代號(hào)P).
1. 均質(zhì),無(wú)裂紋:不采用內(nèi)增強(qiáng)材料或背襯材料的熱塑性聚烯烴防水卷材。
2. 帶纖維背襯的熱塑性聚烯烴防水卷材:用織物如聚酯無(wú)紡布等復(fù)合在卷材下表面的熱塑性聚烯烴防水卷材。
3. 織物內(nèi)增強(qiáng)的熱塑性聚烯烴防水卷材:用聚酯或玻纖網(wǎng)格布在卷材中間增強(qiáng)的熱塑性聚烯烴防水卷材。
產(chǎn)品特點(diǎn)
·TPO是采用 聚合技術(shù)將乙丙橡膠和聚丙烯結(jié)合在一起的,兼有乙丙橡膠的耐候性和耐久性與聚丙烯的可焊接性。
·特殊的配方技術(shù),無(wú)需加任何易使材料變脆的增塑劑,即可具有高柔韌性,并不會(huì)產(chǎn)生一般烯烴材料因增塑劑遷移而變脆的現(xiàn)象,并保持防水功能。
·夾有一層聚酯千維織物,提供卷材高拉伸性能、耐疲勞性能,耐穿刺性能,適合于機(jī)械固定屋面系統(tǒng)。
·優(yōu)異的耐高低溫性能,在低溫下乃保持韌性,在較高溫度下保持機(jī)械強(qiáng)度。
·耐化學(xué)性,耐酸、堿、鹽、動(dòng)物油、植物油、潤(rùn)滑肉腐蝕,耐藻類(lèi)、霉菌等微生物生長(zhǎng)。
·耐熱老化,尺寸穩(wěn)定性好。
·以白色為主的淺色,表面光滑,高反射率,具有節(jié)能效果且耐污染。
·成本中不含氯華聚合物或氯氣,焊接和使用過(guò)程無(wú)氯氣釋放,對(duì)環(huán)境和人體健康沒(méi)有影響。
·搭接采用染焊接,可形成高度的密封層。
施工工藝
一、 基層要求
1、 卵石壓頂系統(tǒng)對(duì)基層的要求:基層應(yīng)平整、干凈、干燥、不得有尖銳突出物,以免破壞卷材。
2、 滿(mǎn)粘系統(tǒng)對(duì)基層的要求:基層表面干凈、無(wú)灰塵,以保證卷材與基層粘結(jié)牢固。
3、 機(jī)械固定系統(tǒng)對(duì)基層的要求:壓型鋼板的厚度應(yīng)大于0.7mm,波峰高度應(yīng)大于50mm,且與下部構(gòu)件連接牢固。用配套膠粘劑或配套緊固螺釘和墊片將制保溫板固定于壓型鋼板上,在保溫層應(yīng)達(dá)到平整要求,平整度用2米直尺檢查。
二、 施工要點(diǎn)
1、 TPO卷材的所有搭接縫均采用熱風(fēng)焊接,卷材鋪設(shè)以形成連續(xù)、均勻、整體的單層面防水層。
2、 卷材鋪設(shè)
●首先根據(jù)施工現(xiàn)場(chǎng)形狀放基準(zhǔn)線(xiàn),卷材的鋪設(shè)方向應(yīng)與壓型鋼板波紋方向垂直。正式施工前先行預(yù)鋪,把自然放松的卷材沿基準(zhǔn)線(xiàn)布置在基層上,卷材應(yīng)平整垂直,不得扭曲。按計(jì)算好的固定件數(shù)量和間距,安裝配套固定墊片和螺釘,熱風(fēng)焊接寬度不小于40mm。對(duì)于需要粘結(jié)的節(jié)點(diǎn)部位,按照節(jié)點(diǎn)形狀將卷材折疊,分別在卷材折疊處和基層表面涂刷配套膠粘劑,待基層膠干燥至不粘手時(shí),進(jìn)行粘結(jié)賀龍操作,并用壓輥壓實(shí),與基層粘結(jié)牢固。在操作過(guò)程中,切勿把基層膠粘劑涂刷在準(zhǔn)備進(jìn)行熱風(fēng)焊接的搭接縫部位。
●在焊接TPO卷材搭接縫前,卷材接縫表面須達(dá)到干凈要求,表面無(wú)水珠、油污及臟物。對(duì)于沾染現(xiàn)場(chǎng)污垢的卷材搭接縫,應(yīng)用配套清潔劑或清水清洗干凈,并用干凈的布擦干。
●應(yīng)使用手持焊機(jī)或自動(dòng)爬行焊機(jī)均勻焊接卷材搭接縫,并保證搭接寬度符合要求。在使用自動(dòng)焊接爬行焊接機(jī)焊接大面卷材接縫時(shí),焊機(jī)的壓力、溫度和焊接爬行速度應(yīng)視施工現(xiàn)場(chǎng)的溫度和濕度而定。進(jìn)行手工焊接操作時(shí),手持焊槍溫度控制在250-450℃之間,焊接速度為0.2-0.5m/min,焊接時(shí)用手持硅膠壓輥壓實(shí),隨焊隨壓。
●在熱風(fēng)焊接完成后應(yīng)至少冷卻30分鐘,方可使用用焊縫探針進(jìn)行質(zhì)檢。在所有TPO卷材露出聚酯織物胎體的切邊上,擠涂切邊密封膏密封。
●大面卷材鋪設(shè)完畢后處理細(xì)部節(jié)點(diǎn)。
●對(duì)于立面基層上的TPO卷材防水層,原則上采用滿(mǎn)粘方法鋪設(shè)。立面基層應(yīng)干燥、堅(jiān)實(shí)、平整、干凈,無(wú)菱角和尖銳雜物,滿(mǎn)足粘結(jié)要求,施工方法與平面滿(mǎn)粘做法相同。
三、注意事項(xiàng)
施工人員須經(jīng)正式培訓(xùn)后方可上崗,嚴(yán)禁穿帶金屬釘?shù)男M(jìn)入施工現(xiàn)場(chǎng),不得在雨、雪和風(fēng)力大于4級(jí)的天氣狀況下施工。